

Let’s picture for a second a world in which ammonia would not exist. In this world, the first thing that would be apparent is that there would be fewer people, a lot fewer people, likely only half as many people as we are today. That is due to the fact that ammonia is the base for all nitrogen fertilizers being used today, which are estimated to feed half of the current world’s population. In this world, fertilizers would be extremely expensive to produce, using alternative pathways, and would likely only be reserved for the richest. In this world, being well fed would be a luxury reserved for the richest, as it has been before the 20th century.
What would also become apparent is that most technological developments would seem be a few decades back. Indeed, in this world, with only half as many people, there would be only half as much innovation. Furthermore, a lot more energy would have to be concentrated on producing food, and significantly less energy could be dedicated to technological innovation.
In this world, we would also see sicknesses that seem to us coming from the past, like virulent strains of plague or measles be much more common, as they would spread more easily among underfed populations. After observing a little longer, we would start to see that people seem to be on average a little shorter than in our current world. As people could not have been fed consistently during their childhoods, their growth would have suffered as a result. After living in this world for some time, we would start noticing some even more minute details. For example, furniture will seem to be significantly more expensive, as the cheap hard plastics, glues and laminates produced based on ammonia would have to be replaced by more expensive alternatives.
I don’t know about you, but to me, that world doesn’t sound as appealing as a world we are living in today. Unfortunately, these benefits also come as a cost, one of which is that the ammonia value-chain emits more than 2% of the global greenhouse gas over its life-cycle. So by reaping the developmental benefits of ammonia today, we are undermining a little the future of our children. Luckily this is not a fatality and there is a solution to this problem. This solution uses electricity from renewable sources, wind and solar, combined with water and air, to make ammonia with minimal impact to the climate. This solution is called green ammonia production!
Does it mean that we could preserve all the benefits brought by ammonia without impacting the planet for our childrens?
Yes, that is exactly what we mean! And there are many more benefits that could come with it if we can pull it off!
So how can we make green ammonia? Read the rest of this article to find out.
First of all, let’s look at the chemical reaction producing ammonia:

To make this reaction happen, we first need to produce the reactants, namely nitrogen and hydrogen, before mixing them to produce ammonia. The main production steps are outlined in the figure below:

To produce ammonia (NH3) in a green way, we need to source the hydrogen and nitrogen in a green way. Let’s start with the easier part, namely nitrogen.
Nitrogen is the most abundant component in the air around us, with 78% being nitrogen. That means it is not difficult to get, but the real challenge is to separate out the other components in the atmosphere, Oxygen (21%) and Argon (0,93%). Indeed, we need very pure nitrogen to avoid problems downstream, that we will look at later. There are two main technologies to perform nitrogen separation, namely Pressure Swing Adsorption and Cryogenic Nitrogen separation. In the next paragraph, we will describe both technologies and look at their respective strengths/weaknesses.
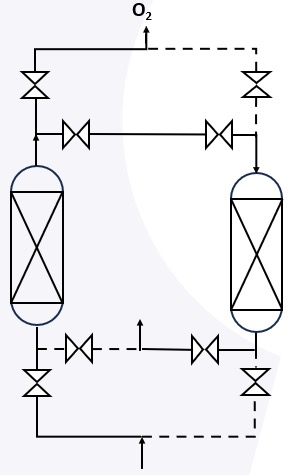
Pressure Swing Adsorption (PSA) is a system composed of 2 parallel adsorption vessels filled with adsorbent material. This system separates out the oxygen from the air, using alternating pressure levels between the vessels. The outflow of a pressure swing adsorber is nitrogen at a purity of around 99%. The advantage of pressure swing adsorption is that it can respond very flexibly to variations in loads, and is also cost effective at small scale. The downside is that Argon is not separated out, which will lead to issues to downstream ammonia loop.
Cryogenic nitrogen separation, on the other hand, plays on temperature to separate nitrogen from the other components in the air. Indeed, nitrogen has a liquefaction temperature of -196°C, which is lower than oxygen (-183°C) and Argon (-186°C). If air is cooled down to a temperature comprised between -186°C and -196°C, then Nitrogen remains gaseous while Oxygen and Argon turn into liquids. At that temperature, a simple distillation process allow to separate nitrogen from the other components. The main advantage of cryogenic nitrogen separation is that the product from the separation has a very high nitrogen purity. The main drawback of cryogenic distillation is that it has a lower flexibility.
As a rule of thumb, Pressure Swing Adsorption is used for small-scale ammonia production and cryogenic nitrogen separation is used for large-scale plants. Both PSA and cryogenic nitrogen separation use electricity as energy inputs, hence they can easily be decarbonized by feeding renewable electricity.
Now that we have produced purified nitrogen, let’s look at the other input to the ammonia production process, namely hydrogen. From an energy perspective, hydrogen is really the big fish, as anywhere between 80 and 90% of the energy needed to produce ammonia is consumed by the hydrogen production step.
Traditional hydrogen production
Traditionally, hydrogen is produced by cracking the methane (CH4) molecule with steam in a steam methane reformer, following the reaction:

As we can see from this reaction, for every 4 molecule of hydrogen produced, one molecule of CO2 is produced as by-product. This by-product is responsible for 1% of the global greenhouse gas emissions, or otherwise 50% of the life-cycle emissions of the ammonia value-chain. Furthermore, methane leaks during the upstream extraction and transport of methane are responsible for another 0,5% of the global greenhouse gas emission. Indeed, methane is a very potent greenhouse gas, having a greenhouse warming potential 21x higher than CO2 on a 100 year perspective.
That shows that hydrogen production using steam methane reforming is responsible for the majority of the greenhouse gas emissions of the current ammonia value-chain. Luckly there is an alternative production pathway that can avoid these emissions: water electrolysis.
Water electrolysis
The technology of water electrolysis consists in splitting water into hydrogen and oxygen using an electrical current and following the following reaction:

To perform this reaction, water is injected into an electrolyser cell, as in the image below.

The water molecule is broken down into gaseous hydrogen (H2) and gaseous oxygen (O2) on the surfaces of the electrodes. The image illustrates the reaction pathway in an alkaline electrolyzer, where water is first split into hydrogen (H2) and the hydroxide ion (OH-) on the positive electrode, or cathode. Then hydroxide ion is transported through the membrane, where it is further split in contact with the negative electrode, or anode, to form oxygen (O2) and water. There are other water electrolysis technologies such as PEM, SOEC or AEM, that follow the same overall reaction, but they have different reaction pathways. Explanation of the different electrolysis technologies will be the subject of a future article.
Electrolyser cells are most often organized in electrolyser stacks with hundreds of cells in parallel producing hydrogen and oxygen, as in the image below:

Electrolyser stacks allow to produce large amounts of hydrogen and therefore optimize the economics. Hydrogen is then separated out in a gas separator and goes through a few purification steps to further separate away the oxygen and reach a purity of 99,999%. That purity level is necessary for the downstream processes.
As mentioned earlier, hydrogen is the most energy intensive process in the ammonia value-chain, and water electrolysis makes no exception. To produce a kg of hydrogen, it takes around 60kWh. In other words, it takes a week of electricity consumption by a family of four in The Netherlands, to produce one kg of hydrogen using water electrolysis. Therefore, optimizing electrolysers and making sure they are powered using renewable energies is critical to decarbonize the ammonia value-chain.
Now that we have produced pure nitrogen and pure hydrogen, it’s time to mix them and make ammonia.
The Haber-Bosch process

Once hydrogen and nitrogen have been mixed, they are fed into a compressor to pressurize them up to 150-200 bar (Point 1). After a further heat-up in a heat exchanger, they are fed into the synthesis loop at a temperature around 400°C. The synthesis loop is where the magic happens and ammonia is being produced (Point 2). There, hydrogen and nitrogen are reacted on an iron-based catalyst to produce ammonia, following the reaction hereafter:

In the synthesis converter, about 15-20% of the molecules are reacted to make ammonia, due to the unfavorable chemical equilibrium. The reaction product is composed of 15-20% of ammonia, with the rest being nitrogen and hydrogen. The products are then circulated through a series of heat exchangers to lower their temperature. The goal of lowering the temperature is to reach the temperature at which ammonia liquifies, allowing to separate it out from the nitrogen and hydrogen. The separation is mostly done in a centrifugal separator or in a knock-out drum (Right side of the figure above). After separation, the liquid ammonia is further cooled and made ready for storage. After separation, the product hydrogen and nitrogen are heated up again through heat exchangers before being recirculated together with the make-up hydrogen and nitrogen coming from the feed compressor.
Now, let’s address the reasons why a high purity is needed in the ammonia loop. First, it is important to keep the oxygen and water concentrations extremely low because the catalyst of the synthesis reaction is composed mostly of metallic iron. Iron reacts with water and with oxygen to produce iron oxide, otherwise called “rust”. So basically, water and oxygen have the effect to make the catalyst rust, thereby decreasing its activity. Furthermore, it is also critical to keep the concentration of Argon at a very low level. The reason for it is that when Argon is fed int the ammonia loop, it does not react in the synthesis converter and it is not separated out in the liquefaction step, meaning it accumulates in the loop. The more Argon there is in the loop, the less reactive molecules there are, meaning that the loop regularly needs to be purged, which wastes the content of the loop.
Optimization of ammonia production
To produce green ammonia competitively and harness the decarbonization potential of green ammonia, the ammonia production chain needs to be optimized. To do that, the cost of the ammonia value-chain needs to be reduced while safety must be maintained. There are multiple levers on which to play to achieve this, which are further described thereafter:
- Choice of electrolyzer technology: There are 4 main electrolyser technologies commercially available: Alkaline, PEM, SOEC and AEM. Each electrolyser technology has its own trade-offs in terms of costs, efficiency, maturity, flexibility, turndown, lifetime, precious material use, etc. For example, PEM is more flexible than alkaline, but uses more materials. SOEC is the most efficient technology, but it is more expensive and with a lower maturity. Therefore, each project needs to have the right mix of technologies and the right manufacturer selection. As electrolysis represents over 80% of power consumption onsite, this selection is critical to the business case.
- Choice of location and power mix: A competitive and stable renewable power supply feed is critical to competitive green ammonia production. Therefore the selection of power sources and location of renewable production must be very thorough to optimize the economics.
- Optimal sizing of equipment: During the project conceptual phase, we need to define how big the electrolysers should be, how big the nitrogen unit should be, how big the feed compressor should be, how big the synthesis converter should be, etc. All these choices will optimize the capital expenditures while improving the efficiency of the plant.
- Buffering strategy: Renewable electricity production come with issues related to intermittency. Indeed, the wind doesn’t always blow and the sun doesn’t always shine. So a green ammonia plant needs to have buffers in place to deal with these variations. These include batteries, hydrogen storage, heat storage, ammonia storage, grid banking, production turndown, etc. Optimizing the buffering strategy is critical to keep the production process safe and efficient despite load variations.
- Emission treatment: Ammonia production processes could lead to emissions of ammonia, hydrogen, etc. for example during the purging process or during emergency events. These emissions are harmful to the environment and are often a deal-breaker in the permitting process if left un-addressed. Therefore it is critical to address these emissions and impacts properly.
- Defining safety procedures: Electrolysis, hydrogen storage and ammonia synthesis lead to risks for the employees, local communities and the environment, which should be addressed using state-of-the-art processes and keep all stakeholders safe from process hazards.
These are the most important building blocks to be mastered to make green ammonia competitive from a technical perspective. Proton Ventures, as an engineering company, has the competences to help its clients make these important design choices and optimize the project economics. We help our clients to close the price gap between grey and green ammonia while remain in a safe and sound operation.
If you have a green ammonia production project and are looking for technical advice to design the facility, don’t hesitate to reach out to Proton Ventures!